Om du ofta måste svetsa profilrör, är det värt att göra följande enhet för att påskynda processen så mycket som möjligt och uppnå exakt överensstämmelse med rätt vinkel. När du använder den kommer rören inte att motstå svetsning, så varje anslutning blir perfekt.
Material:
- profilrör;
- hörn;
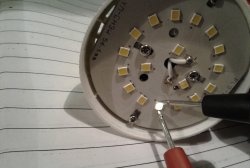
- bromssko;
- Stålplåt;
- vanliga och förlängda M10 muttrar;
- M10 dubb.
Tillverkningsprocess
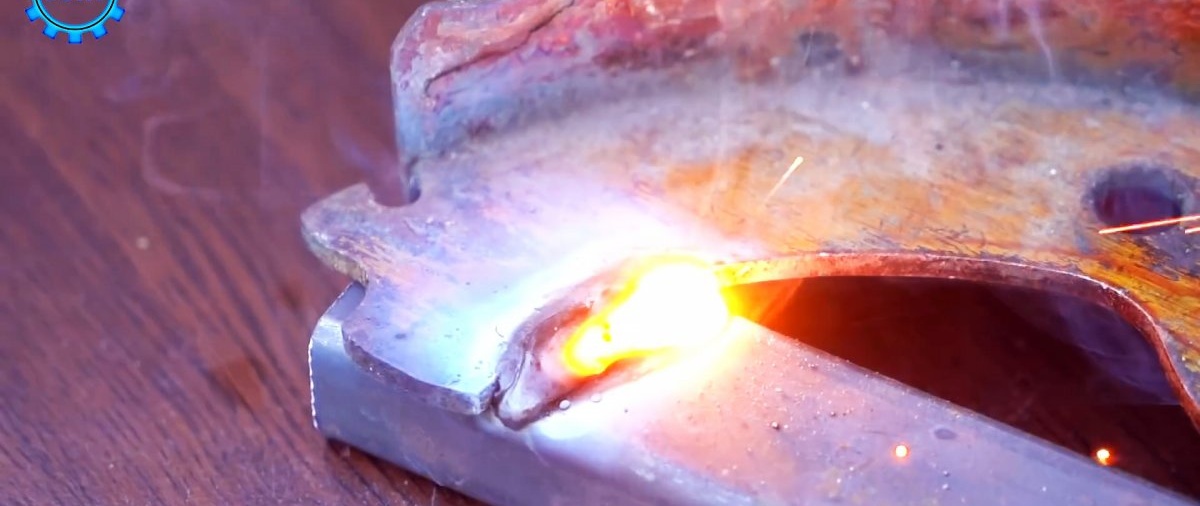
Det är nödvändigt att svetsa en del av profilröret till bromsbelägget som på bilden.
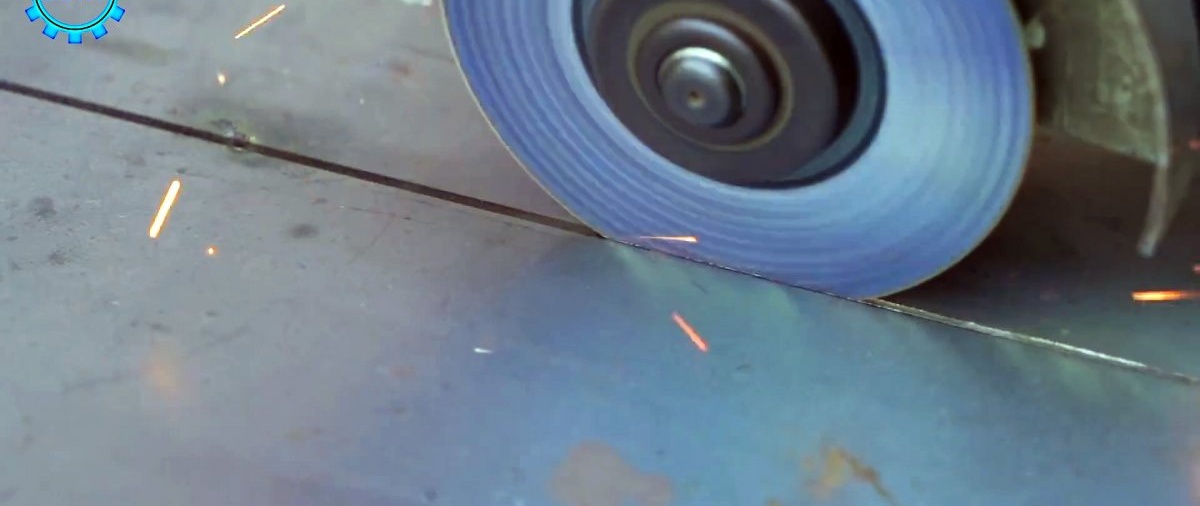
En fyrkantig bas för fixturen skärs sedan av stålplåt. Dess storlek beror på blocket som används, men i de flesta fall räcker det med 40x40 cm, eller ännu mindre.

2 stopp är svetsade till basen från ett hörn. Dessa kan vara hörn eller ett profilrör kapat på längden. Det är viktigt att det är 90 grader mellan dem. Stoppen är svetsade med en glipa i hörnet.


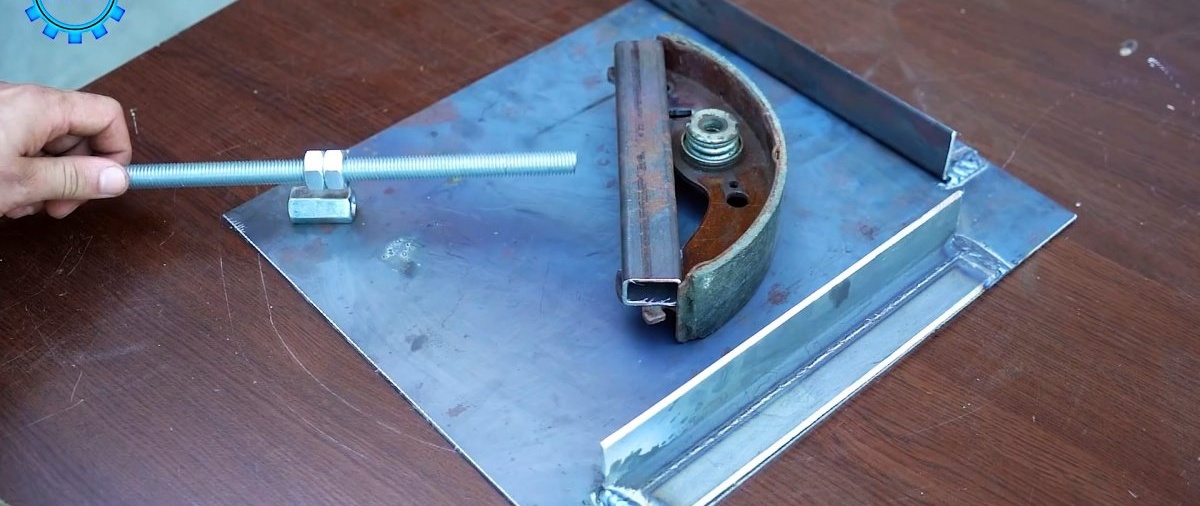
Därefter måste du göra en klämma. Den består av en tapp som skruvas in i muttrar, som svetsas fast i basen genom en distans. Hälen är placerad diagonalt i förhållande till sulan.


Vid den punkt där den vilar på blockprofilen måste du skära ut väggen så att stiftet inte glider. På baksidan är en knopp gjord på den.


För att använda enheten måste du installera 2 rör under dess stopp och trycka på dem med ett block genom att skruva i stiftet. Arbetsstyckena som kläms på detta sätt kommer inte att röra sig under svetsning, och vinkeln mellan dem kommer att vara strikt 90 grader.